



Профессиональная токарная обработка алюминиевых деталей с ЧПУ: решение для обеспечения целостности поверхности с точным удалением заусенцев
May 08, 2025
8 Просмотры
Беседы
# части cnc поворачивая алюминиевые
# алюминиевые дегустационные детали
# Профессиональные услуги по обращению с помощью ЧПУ
Профессиональная токарная обработка алюминиевых деталей на станках с ЧПУ: решение для обеспечения целостности поверхности с прецизионной обработкой заусенцев
В прецизионных жидкостных системах, полупроводниковом оборудовании и медицинских устройствах, требующих высокой чистоты, превосходной герметичности и надежной сборки, алюминиевые детали должны не только достигать точности размеров на уровне микрон, но и требовать целостности поверхности без заусенцев и выделения частиц. Традиционная ручная обработка заусенцев с трудом гарантирует стабильность, а остаточные заусенцы могут привести к выходу из строя уплотнений, загрязнению жидкости или износу системы, напрямую влияя на срок службы и безопасность продукта.
Мы специализируемся на предоставлении решений для алюминиевых деталей, которые сочетают в себе точность токарной обработки с чистотой медицинского класса для критически важных отраслей промышленности. Благодаря интеграции полностью автоматизированной прецизионной токарной обработки и профессиональных процессов удаления заусенцев, производимые нами детали соответствуют стандартам шероховатости поверхности ASME B46.1 и индивидуальным требованиям по контролю частиц, гарантируя, что каждая деталь поставляется в состоянии, готовом к сборке.
Техническая основа: Преобразование измеримой точности в функциональные поверхности
Мы понимаем, что высокоточная токарная обработка - это только отправная точка; функциональные поверхности являются ключевым фактором, определяющим окончательные характеристики детали:
Систематический подход к контролю заусенцев: Мы разрабатываем модели прогнозирования заусенцев на основе марок алюминиевых сплавов и геометрических особенностей деталей. Это позволяет нам подавлять образование заусенцев на этапе программирования путем оптимизации траекторий инструмента, углов входа/выхода, а не полагаться исключительно на постобработку.
Многомерное определение целостности поверхности: Мы контролируем не только значение Ra (средняя арифметическая шероховатость), но и фокусируемся на таких параметрах, как Rz (максимальная высота профиля) и Rpk (уменьшенная высота пиков), которые напрямую связаны с герметичностью и износостойкостью. Это гарантирует, что обработанная текстура соответствует требованиям к размерам, обладая при этом хорошей функциональностью.
Система замкнутого цикла для контроля частиц: От механической обработки до очистки мы применяем строгий мониторинг частиц. Мы можем предоставить отчеты об испытаниях по размеру и количеству частиц с поверхностей деталей и растворов для очистки по запросу клиента, соответствующие стандартам чистоты ISO 14644.
Ключевая информация: Наши данные о качестве показывают, что после внедрения систематических процессов удаления заусенцев, показатель безошибочности деталей при испытаниях на герметичность под высоким давлением увеличился на 40%, а период приработки в приложениях с динамической парой трения сократился на 60%. Это демонстрирует, что обработка функциональной поверхности напрямую приводит к повышению надежности продукта.
Интегрированный технологический процесс, ориентированный на сборку
Наш процесс руководствуется философией «Делай правильно с первого раза», гарантируя, что детали полностью соответствуют требованиям сборки, прежде чем покинуть мастерскую.
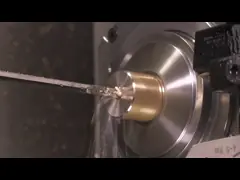
2.1 Высокостабильная токарная обработка на станках с ЧПУ
Проектирование процесса для управления процессом: Мы выбираем инструменты с PVD-покрытием, специально оптимизированные для алюминиевых сплавов. В сочетании с высоконапорной струей охлаждающей жидкости это обеспечивает эффективное дробление стружки и контроль во время высокоэффективной резки, уменьшая образование длинных заусенцев у источника.
Научная настройка параметров токарной обработки:
Для обеспечения стабильных условий резания по всей обработанной поверхности используется управление постоянной скоростью резания.
Во время чистовой обработки меньший радиус при вершине (например, 0,2 мм) в сочетании с более высокой скоростью подачи создает однородную микроскопическую текстуру, способствующую герметизации.
Предварительно запрограммированное снижение скорости и точная настройка параметров применяются к областям, подверженным образованию заусенцев, таким как перекрестные отверстия и канавки.
2.2 Многорежимные автоматизированные процессы удаления заусенцевМы выбираем наиболее подходящую технологию удаления в зависимости от характеристик заусенцев, избегая подхода «один размер подходит всем»:
Термическое удаление заусенцев: Подходит для деталей со сложными внутренними каналами. Равномерно удаляет все внутренние и внешние заусенцы за одну операцию, не изменяя базовые размеры.
Абразивная струйная обработка (AFM): Используется для прецизионных внутренних отверстий и перекрестных отверстий. Полужидкая абразивная среда выполняет гибкое шлифование, создавая равномерные микрорадиусы, которые значительно повышают прочность на усталость.
Электрохимическое удаление заусенцев (ECD): Для тонкост
Узнать больше →
-

Профессиональная CNC обработка и лазерная гравировка анодированных алюминиевых деталей на заказ
Просмотреть подробности -

Полное руководство по высококачественному точению, фрезерованию, черному матовому анодированию алюминиевых металлических деталей на станках с ЧПУ
Просмотреть подробности -

Использование ССК поворота без бурр лечение края Нержавеющая сталь
Просмотреть подробности -

Профессиональная токарная обработка алюминиевых деталей с ЧПУ: решение для обеспечения целостности поверхности с точным удалением заусенцев
Просмотреть подробности -

Полное руководство по настройке высокоточных алюминиевых металлических деталей: услуги по CNC-вертированию и фрезерной обработке
Просмотреть подробности -

5-осевые станкообрабатывающие детали с допустимым допустимостью ±0,01 мм в нержавеющей стали для автомобильных применений
Просмотреть подробности -

Части CNC изготовленной на заказ точности подвергая механической обработке филируя производство обслуживания металла Truning
Просмотреть подробности





















