





Слиперы железной дороги исправляя плита связи для рельса на или конкретных слиперов
May 18, 2022
302 Просмотры
Беседы
# Слиперы железной дороги исправляя плита связи
# Конкретные слиперы исправляя плита связи
Введение слиперов железной дороги фиксируя пользу плиты связи для рельса на или конкретных слиперов
Плита связи, опорное плите или единственная плита стальная пластина используемая на рельсовых путях между служить фланцем рельсом t и crossties. Плита связи увеличивает площадь опоры и держит рельс для того чтобы исправить датчик. Они прикреплены к деревянным связям посредством шипов или болтам через отверстия в плите.
Материал: Сталь, Q235, Q345
Поверхность: Оцинковывайте покрытое, горячее гальванизированное погружение, равнину, покрашенное покрытие, черное
Процесс: Падение выковало, бросающ
Цвет: Цвет, серебр или другие собственной личности
Некоторая спецификация материала отливки как ниже:
Стальная ранг Деталь
Углерод
Марганец
Фосфор
Сера
Кремний
Остаточный элемент
C
Mn
P
S
Si
Cr≤0.35
ZG200-400
0,20
0,80
0,04
0,04
0,50
Cr≤0.35
ZG230-450
0,30
0,90
0,04
0,04
0,50
Ni≤0.30
ZG270-500
0,40
0,90
0,04
0,04
0,50
Mo≤0.20
ZG310-570
0,50
0,90
0,04
0,04
0,60
Cu≤0.30
ZG340-640
0,60
0,90
0,04
0,04
0,60
V≤0.05
1. Продукция для слиперов железной дороги фиксируя пользу плиты связи для рельса на или конкретных слиперов
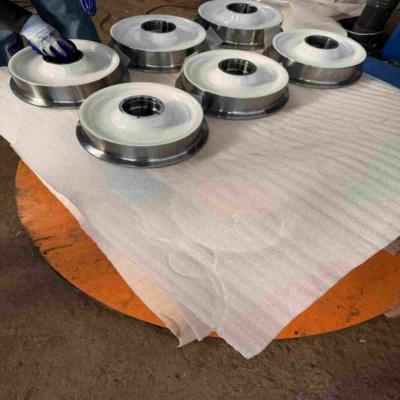
Железнодорожная подкладочная плита литого железа произведена потерянным методом пены, и расплавлена в электрической печи промежуточной частоты 60kg. Во время лить процесса, степень вакуума поддержана на 0,03 MPa, и лить температура 1580°C. Свой химический состав w является следующим: 0.46%C, 0.23%Si, 0.59%Mn, 0.015%S, 0.024%P. После того как отливка положена в коробку, она снята взорванный и после этого обожженный. Процесс термической обработки является следующим: температура топления 850℃; время пребывания 2h, охлаждая к комнатной температуре с печью (полным 12h).
2. Организационный анализ трещиноватости вковки OEM пусковой площадки утюга горячей выковал бросая плиту железнодорожной связи крепления рельса
Тело попробовано, и как-бросание и жар-обработанные отливки отрезаны отдельно сразу с автоматом для резки провода, и средняя часть отрезана и подготовлена в несколько 10mm×15mm metallographic образцов. Наблюдайте metallographic структурой с metallographic микроскопом. Микроструктура как-бросания. Его можно увидеть что структура как-бросания отливки подкладочной плиты утюга феррит + перлит + Widmanstatite. Среди их, структура Widmanstatite непрерывная сеть, и небольшое количество acicular Widmanstatten удлиняет в кристаллические зерна. Результаты исследования показывают что когда содержание углерода брошенной стали углерода превысит 0,3%, будет произведена структура Widmanstatten когда зерна грубы. Основные факторы влияя на образование структуры Widmanstatten главным образом включают: размер зерна аустенита, охлаждая тариф и химический состав. Эта структура Widmanstatten хрупка. Поэтому, для того чтобы улучшить сопротивление удара отливки подкладочной плиты, она должна быть исключена путем нормализуя или обжигая термическая обработка. Фабрика первоначально использовала обжигая термическую обработку, которая микроструктура отливок подкладочной плиты после обжигая обработки, и большое количество в форме решетин Widmanstatite. Ее можно судить что обжигая обработка не исключила большое количество в форме решетин Widmanstatite. В результате существование большое количество в форме решетин Widmanite причинило отливки подкладочной плиты сломать подверганный для того чтобы плотно сжать после быть обожженным. После того как был найден осторожный осмотр обжигая оборудования, оно что герметизируя представление двери обжигая печи была плохо, и аппаратуры контроля температуры обжигая печи повредил. Отростчатые требования.
3. Улучшение вковки OEM производственного процесса пусковой площадки утюга горячей выковало бросая плиту железнодорожной связи крепления рельса
Основанный на вышеуказанных результатах анализа, предложены измерения улучшения: re-ремонт обжигая оборудование, улучшает герметизируя представление двери обжигая печи, и обеспечивает что температура в печи соотвествует процесса. После выпрямления, первоначальный обжигая процесс все еще снабжен, и неправомочные отливки подогреты. После metallographic осмотра, найдено что отливки пусковой площадки утюга после того как обжигая обработка больше не не имеет большое количество похожего на решетин Widmanstatite. Результаты теста удара показывают что больше не любой качественной проблемы которая прональна для того чтобы сломать подверганный для того чтобы плотно сжать. Долж
Узнать больше →
-

Слиперы железной дороги исправляя плита связи для рельса на или конкретных слиперов
Просмотреть подробности -
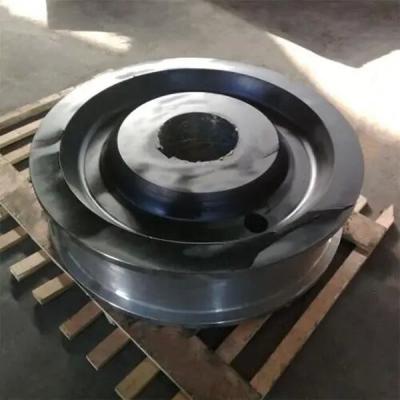
Колеса для круглых транспортных средств из кованой легированной стали для максимальной защиты от коррозии в черном или серебристом цвете
Просмотреть подробности -

Сплав выкованный термической обработкой алюминиевый катит T6 ODM допуска материала 0.01mm
Просмотреть подробности -
допуск 0.005mm выковал отполированные алюминиевые колеса для светлого ODM автомобиля
Просмотреть подробности -

материальный стальной рельс 42CrMo катит 150HB для Hi ODM оборудования рельса
Просмотреть подробности -

Колеса тележки сплава материальные алюминиевые, выковали 6061 T6 диаметр 20Kg колеса 1000mm
Просмотреть подробности -

Выкованный железнодорожный путь стали углерода катит 1050mm для локомотивного ODM метро
Просмотреть подробности





















