





Колеса алюминиевого сплава CNC подвергая механической обработке куя стандарт AISI GB
Nov 21, 2022
258 Просмотры
Беседы
# Колеса AISI алюминиевого сплава
# Колеса сплава алюминия CNC
# GB катит алюминиевый сплав
Колеса алюминиевого сплава CNC подвергая механической обработке куя стандарт AISI GB
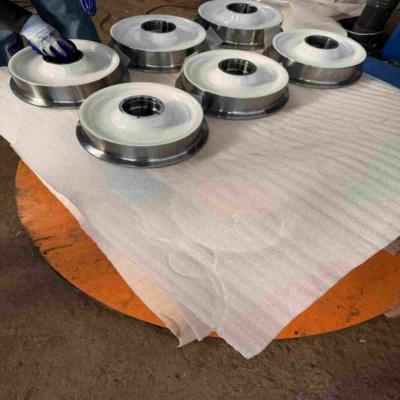
Характеристики колес алюминиевого сплава CNC подвергая механической обработке куя стандарт AISI GB
Обрабатывая требования для этого продукта очень высоки. Температуру подвергая механической обработке мастерской необходимо держать на температуре постоянного. Это горячая продажа в Германии, Великобритании, США, etc там размер 21" и 26" now.and в то же время развить и произвести другой поезд выковало части для их.
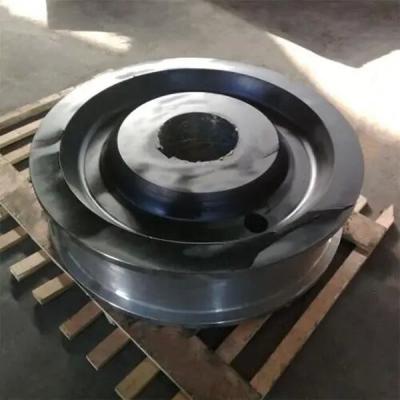
Процесс ремонта для распылять дефекты колес алюминиевого сплава точных. В процессе возвращающ неполноценные продукты в автомобиль, дефекты сброса давления прональны для того чтобы произойти, и граничные линии ясны и не ровны, который влияет на последующие отростчатые шаги и водит к дефектам продукта. Общий метод лечения обнажать краску с линии и re-брызг. Тариф пропуска ремонта низок, причиняющ материальный отход, влияющ на цены прогресса продукции, увеличения, и уменьшение эффективности продукции предприятий. Ремонтируя процесс вымысла охарактеризован в этом, для точного колеса с небольшим дефектом развала, поверхностное покрытие точного колеса может соотвествовать возникновения продукта сразу re-распылять яркий порошок, и после этого молоть и полировать после лечить. Оно разрешает проблему новых дефектов причиненных возвращением точных колес, и значительно улучшает покрывая эффективность точных колес. Сравненный с первоначальным процессом обрабатывать дефекты путем обнажать краску, оно значительно уменьшает цену производства картины колеса и тариф развала колеса.
Сырье T6-6061 (или 6082, или 6110), основной производственный процесс кует--Закручивать---Термическая обработка---CNC----Пальто порошка
Мы имеем 10 лет опыта в продукции выкованных колес, никакого дело в форме и дизайн представления, или качество производственного процесса, мы передадим вам очень удовлетворительный и удобный опыт. Вы можете обсудить с нами любые форму заказа, персонализированное изготовление на заказ, или массовую закупку согласно потребностям местного рынка, и мы сделаем наше самое лучшее для того чтобы объединить с вами.
Метод вковки колеса алюминиевого сплава включает следующие шаги: S10, нагревая пробел, и нагревая пробел к заранее поставленной куя температуре; S20, устанавливая нагретый пробел на первой куя станции более низкого собрания плашки, верхняя плашка и более низкая плашка первой куя станции выровняны и двинуты вниз, и верхняя плашка, кольцо плашки гнева и низкая для того чтобы умереть для того чтобы объединить друг с другом для того чтобы осуществить первый куя процесс пробела, и получить первый куя форменный эпицентр деятельности; S30, более низкое собрание плашки двигает вторую куя станцию к нижней части верхней плашки, верхняя плашка и гнев умирают кольцо пойти вниз и объединить с более низкой плашкой, и второй куя процесс выполнен на первом выкованном эпицентре деятельности для того чтобы получить второй выкованный эпицентр деятельности
Алюминиевый процесс вковки бара включает следующие шаги: алюминиевый материал положен в нагревая печь, температура печи нагрета к плавить, алюминиевый бар расплавлен, жидкая алюминиевая жидкость принята вне от печи, и полила в прессформу для отжимать, с алюминием после жидкости охлаждает, алюминиевая жидкость будет алюминиевым блоком, так, что охлаженный алюминиевый блок будет принят вне от прессформы, и после этого алюминиевый блок выкован. Вковка выполнена путем нагревать и подпаливание. , Повторно, извлеките край побитого алюминиевого блока и отремонтировать форму
Прибор топления вковки колеса алюминиевого сплава включает основание, верхняя часть основания фиксированно установлена с кронштейнами, верхняя часть основания фиксированно установлена с питаясь таблицей расположенной между 2 кронштейнами, и верхняя часть основания фиксированно установлена с куя таблицей расположена на правильной стороне питаясь таблицы, верхняя часть основания фиксированно установлена с разгружая таблицей расположенной на правильной стороне куя таблицы, и устанавливая рамка на задней стороне обеспечена с пазом установки, и электрическая штанга винта фиксированно устанавливает в паз установки. , вал выхода электрического винта threadedly соединен с гайкой винта. Прибор топления вковки эпицентра деятельности колеса алюминиевого сплава автомобиля разрешает проблему что существующий прибор топления эпицентра деятельности колеса автомобиля неудобен для использования, и рабочая нагрузка штата большая, который не благоприятен к крупносерийному производству эпицентров деятельности колеса автомобиля. Газ запаха, который легко влияет на дыхательное здоровье окружая штата
Для продукции колес, мы используем прибор вковки мульти-станции для эпицентра деятельности колеса алюминиевого сплава, состоя из: верхнее собрание плашки и более низкое собрание плашки, более низкое собрание плашки предусмотрены со множественностью ковать станции, и верхнее собрание плашки и более низкое собрание плашки имеют множест
Узнать больше →
-

Материальный стальной рельс 4140 катит допуск вковки 0.1mm 10-1450mm
Просмотреть подробности -

Колеса алюминиевого сплава CNC подвергая механической обработке куя стандарт AISI GB
Просмотреть подробности -

Сертификат ISO материала углерода частей отливки вклада Kingrail стальной
Просмотреть подробности -

Калибратор инструмента измерения датчика рельса OEM для датчика следа 1435mm
Просмотреть подробности -
Колеса для круглых транспортных средств из кованой легированной стали для максимальной защиты от коррозии в черном или серебристом цвете
Просмотреть подробности -

Сплав выкованный термической обработкой алюминиевый катит T6 ODM допуска материала 0.01mm
Просмотреть подробности -
допуск 0.005mm выковал отполированные алюминиевые колеса для светлого ODM автомобиля
Просмотреть подробности





















